上回看過東京都以東千葉葉縣山武市的岡村眼鏡製作所,由職人岡村博美先生及他的徒弟HUGO TAI 為我們介紹如何製作鏡框正面後,今回輪到鏡臂方面製作,工序如下:
1)將板狀材料切割成合適寬度。
2)在材料前端鑽出一個定位孔。
3)用模具及鑽頭切割成手臂形狀
4)利用銼及刮刀修飾形狀,並將接觸耳朵的地方修圓,這步驟可讓用家戴得舒適。
5)用100℃的沸水將材料加熱,使其變軟,然後屈曲成合適角度及形狀,再用冷水冷卻成固定成形。
6)分別在三個滾筒內滾動打磨共4至5天。
7)將要加入金屬較鏈位的地方,先以拋光機拋光,同樣是因為加入了金屬較鏈位後那個地方不能再打磨。
8)鑽出坑槽,貼上鏡臂金屬較鏈部分,存放一天,鑽兩個孔,打入兩枝金屬芯。在裡面的一端將金屬芯的腳切割成合適長度,再利用高速震動將金屬芯的腳壓圓(蘑菇狀)使之緊扣接合鉸位及鏡臀,在外面則用銼將金屬芯的頭銼成平滑。
有了鏡臂及之前鏡框正面,下次最終回就是鏡框及鏡臂組合, 請繼續收看。

圖一)鏡架在滾筒內打磨4至5天後,下一個工序是為框架裝上連接鏡臂的鉸鏈樁頭部份。職人會利用一枱發熱的機器,夾上較鏈的樁頭位部份慢慢加熱將它溶入膠框內。

圖二)框架的內坑就是用這枱機器,利用特設的風車狀齒輪將內坑切割出來。以6mm厚的板材為例,一般會以「前4後6」的比例來決定鏡片裝上後的效果。然而此工序在不同的工房可能會有不同的先後次序。

圖三)鏡臂末端會利用特別的鑽頭開一個半圓狀的淺坑,然後放上連接鏡臂部分的鉸鏈,固定位置後用上幼鑽頭在金屬部分預先開設的孔位鑽穿膠臂再裝上鍋釘。
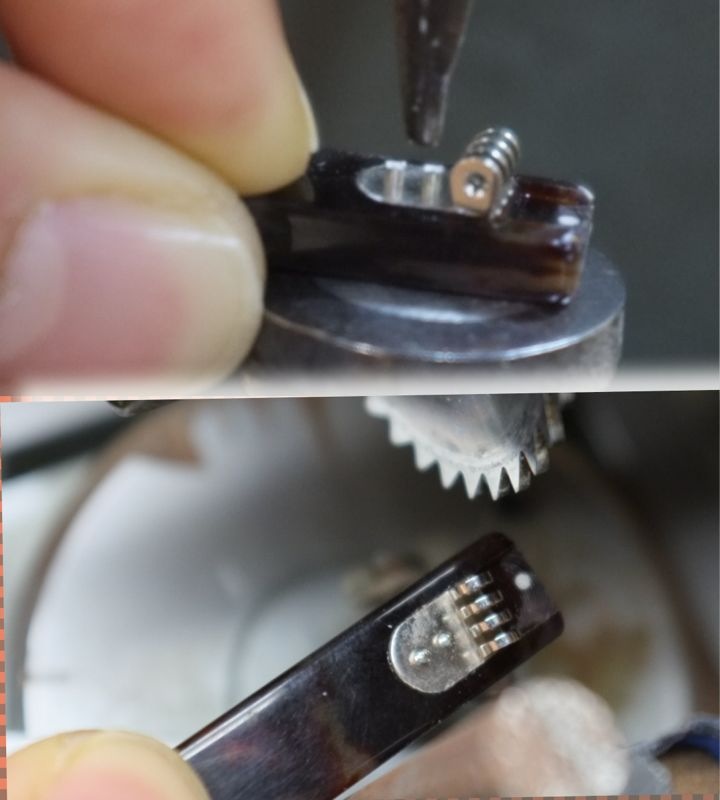 圖四)在鍋釘的另一末端用鉗將末端部分剪斷約大約4mm的長度,然後放上高頻率的撞釘機器令鍋釘末端成為蘑菇狀。最後,將鏡臂多出來的膠板末端按照鏡框正面部分的斜角度,切割出精準而配合鏡臂和鉸鏈位,目的是令鏡腳平順開合。
圖四)在鍋釘的另一末端用鉗將末端部分剪斷約大約4mm的長度,然後放上高頻率的撞釘機器令鍋釘末端成為蘑菇狀。最後,將鏡臂多出來的膠板末端按照鏡框正面部分的斜角度,切割出精準而配合鏡臂和鉸鏈位,目的是令鏡腳平順開合。
上目眼鏡店(九龍城店)
九龍城衙前圍道17-19號地下C舖
Tel: (852) 2383 1618
Business Hour: 12:00 – 22:00
上目眼鏡店(尖沙咀店)
香港尖沙咀海港城港威商場3樓3207號舖
Tel: (852) 2157 1286
Business Hour: 10:00 – 22:00
上目眼鏡店(銅鑼灣店)
香港銅鑼灣告士打道310號柏寧酒店前線觸覺1樓119號舖
Tel: (852) 2881 6090
Business Hour: 12:00 – 22:00